
Mar 28, 2022
By: Sylvia Flegg, Global Marketing Manager, Triangle Fluid Controls Ltd.
Understanding the Impact of Flange Finish on Gasket Performance
The impact of flange finish on gasket performance is a critical consideration in ensuring long-term sealing reliability across industrial systems. Flange finishes influence the gasket’s ability to conform and seal properly, particularly under varying load conditions.
Understanding the interaction between a flange with a gasket, especially in cases where a serrated spiral finish or other textures are used, helps reduce the chances of flange failure and improve system safety. This article breaks down how different finishes affect sealing and how to optimize gasket selection accordingly.
Want Better Gasket Sealing Results?

Flange Finishes and Their Role in Gasket Sealing
The gasket’s performance is directly related to the surface finish of the flange it is paired with. A rougher finish increases mechanical grip but may require higher compressive loads, while a smoother finish offers better compressibility but can be prone to leakage if improperly torqued.
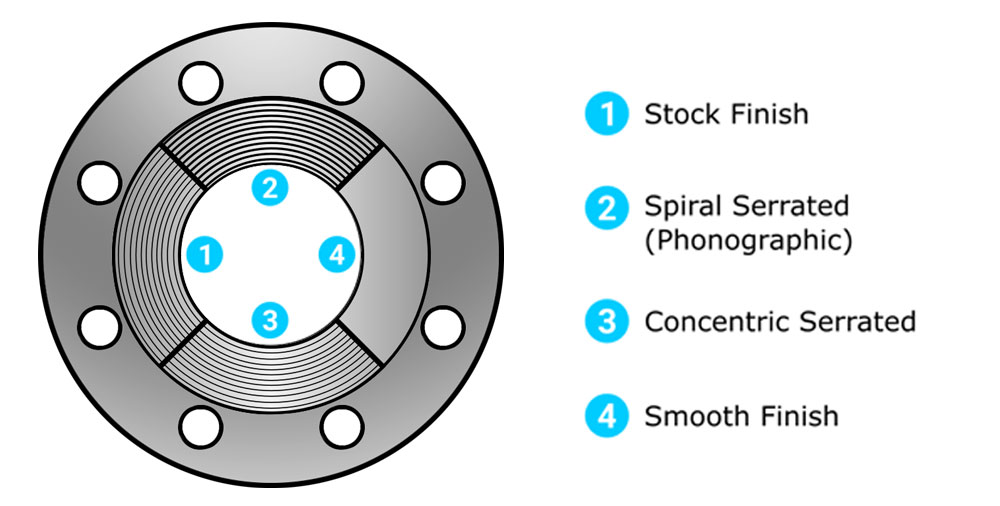
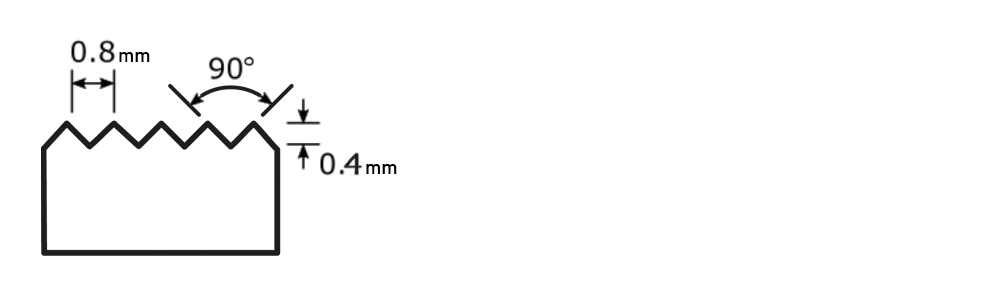
Types of flange finishes commonly used include:
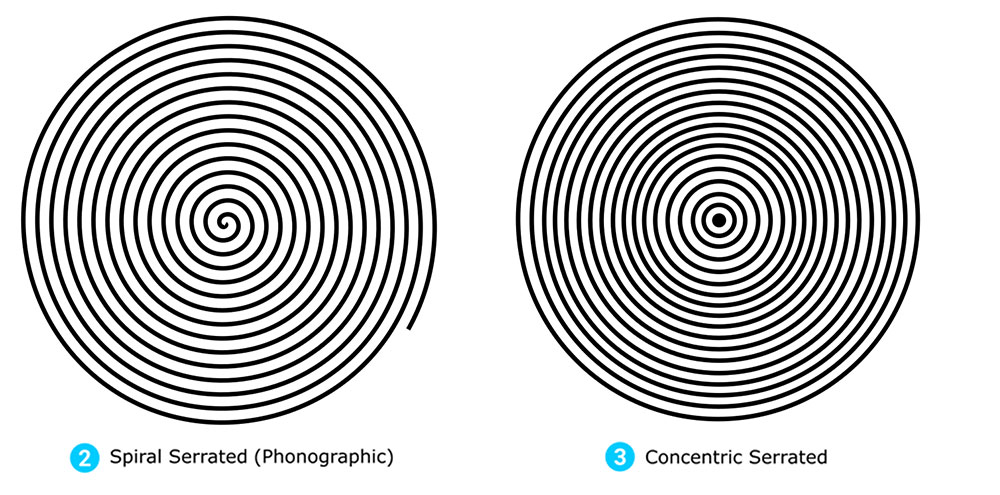
- Serrated Spiral Finish (often 30–55 RMS): Offers controlled roughness, common in process piping.
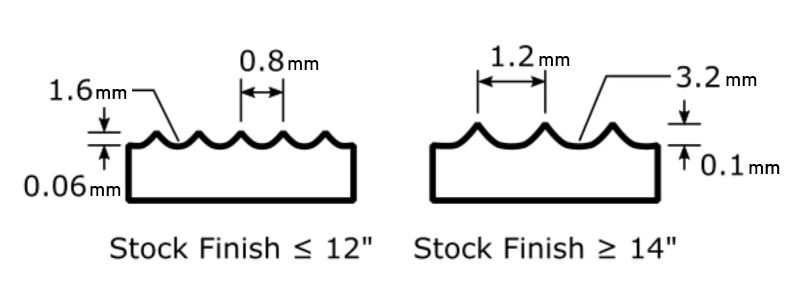
- Smooth/Stock Finish: Easier for soft gaskets to seal, but may be less effective in dynamic load situations.
- Cold Finish (Machined): Typically used in high-precision applications.
Proper surface finish selection enhances gasket load retention, prevents gasket flange blowouts, and ensures long-term sealing flange integrity.
Need to Optimize Your Flange and Gasket Setup?
Consequences of Improper Flange Finish
If the flange finish is too smooth or too rough, sealing issues may arise:
- Too smooth: Gasket may extrude or slip under load.
- Too rough: Gasket may not fill all surface voids, leading to leakage.

This results in increased risk of flange failure, higher maintenance frequency, and potential shutdowns. Choosing the wrong combination of flange and gasket can also reduce pressure retention and accelerate the degradation of sealing materials.
Best Practices for Ensuring Compatibility
- Match finish to gasket material: Softer materials like PTFE or rubber pair better with smoother finishes, while metal-reinforced gaskets may benefit from serrated finishes.
- Torque accuracy: Ensure consistent bolt loading across the bottom flange to avoid uneven compression.
- Avoid nailing flanges or over-welding during pipe fabrication, as this can distort surfaces and disrupt sealing.
Durlon® Recommendations
Durlon® recommends checking flange surface finish during both fabrication and maintenance stages. Always assess RMS values before installation, especially when working with specialty materials or regulated environments.
When working with a gasket flange assembly under high pressure, always confirm compatibility between surface finish and gasket stress levels. In high-vibration environments, improper surface finishes can lead to gasket migration, fatigue, and ultimate flange failure.
Final Thoughts on Flange Finish and Gasket Performance
Ensuring proper surface finish is vital to optimizing the impact of flange finish on gasket performance. From a standard flange with a gasket setup to more specialized sealing challenges involving serrated spiral finish profiles, understanding these nuances can drastically improve sealing reliability.
Need Help With Gasket Selection or Surface Analysis?
Our technical team can evaluate your gasket flange conditions, RMS specs, and help you select the right solution for your application.